 609 523 230
609 523 230
 Logowanie
Logowanie Twoje konto
Twoje konto
Spawalnictwo
Elektronarzędzia akumulatorowe
Pneumatyka
Narzędzia ręczne / Narzędzia warsztatowe
Materiały ścierne, tnące i osprzęt do elektronarzędzi
Agregaty prądotwórcze
Maszyny budowlane
Urządzenia optyczne i pomiarowe
Silniki spalinowe
Dom Ogród Las
Maszyny
Obróbka rur
Przecinarko-fazowarki
Artykuły BHP
Urządzenia grzewcze
Przecinarki do płytek
Pozostałe: Przyczepy, orlik, łodzie ...

Magnum MIG205L Półautomat spawalniczy specjalnego zastosowania (spawanie, lutospawanie) +MMA


 Pobierz/drukuj PDF
Pobierz/drukuj PDF


Cechy produktu
Opis produktu
Zastosowanie:
- lutospawanie ocynkowanych karoserii samochodowych
- spawanie stali nierdzewnych
- spawanie aluminium
- spawanie stali węglowych
- spawanie bez gazu
Zalety:
- niewielkie wymiary
- szerokie zastosowanie (spawanie, lutospawanie)
- prosta
- łatwa obsługa
- inwertorowe źródło prądu
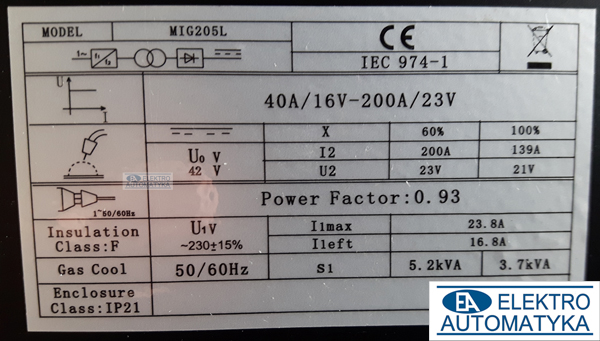
Dane techniczne:
- Prąd spawania: 200 A
- Napięcie zasilania: 230 V
- Zabezpieczenie prądowe: 20 A
- Max. pobór mocy: 4,3 kVA
- Masa: 15,5 kg
- Szczelność obudowy IP 21
- Cykl pracy: PJ 60 %
- Max. wielkość szpuli: 5kg
- Spawanie bez gazu: tak
- Zakres regulacji: płynna
Lutospawanie
Ze względu na obecne wymagania w zakresie odporności na korozję oraz wysokiej wytrzymałości przy możliwie niskiej masie - znaczna część karoserii samochodowych wykonana jest z blachy stalowej pokrytej galwanicznie cynkiem (AHSS). Czasami jednak konieczne jest spawanie uszkodzonych elementów naszego samochodu.
Tu pojawia się problem -jak wykonać spoinę bez uszkodzenia powłoki z cynku?
Wykonanie spoiny standardowym półautomatem spawalniczym z wykorzystaniem typowego drutu niestopowego niestety powoduje uszkodzenie powłoki cynku, a co za tym idzie późniejszą korozję. Przyczyną uszkodzenia powłoki cynku jest dostarczenie dużej ilości ciepła – typowe druty spawalnicze niestopowe topią się w temperaturze 1650 ºC. Cynk topi się w temperaturze 420 ºC, paruje w temperaturze 910 ºC, dlatego tradycyjne spawanie metodą MAG powoduje uszkodzenie ochronnej warstwy cynku wzdłuż całej długości spoiny.
Rozwiązaniem tego problemu jest zastosowanie lutospawania, które zaliczane jest do procesów lutowniczych. Jest to lutowanie twarde, niekapilarne (złącze przygotowane jak do spawania) wykonywane najczęściej techniką spawania łukowego, metodą MIG/MAG. Proces lutospawania zbliżony jest do spawania MIG/MAG. Drut elektrodowy, najczęściej będący spoiwem brązowym typu Cu-Si lub Cu-Al podawany jest poprzez uchwyt spawalniczy w miejsce wykonywania połączenia. Łuk elektryczny powoduje topienie drutu elektrodowego, który wypełnia szczelinę pomiędzy łączonymi elementami. Gaz (aktywny lub obojętny) chroni płynny lut przed zanieczyszczeniami zewnętrznymi. Podczas lutospawania nie dochodzi do nadtopienia materiału podstawowego. Największą zaletą lutospawania, która stanowi o popularności tej metody jest obniżona temperatura topnienia drutu elektrodowego oraz mniejsza ilość odprysków w porównaniu z tradycyjną metodą MIG/MAG.
Proces lutospawania gwarantuje zachowanie ciągłości zabezpieczenia antykorozyjnego dzięki niższej temperaturze procesu (mniejsza ilość odparowanego cynku) oraz dzięki składowi chemicznemu spoiwa (miedź).
Zastosowanie lutospawania wymaga od zakładów blacharskich użycia odpowiednich materiałów spawalniczych – najczęściej drutu CuSi3, gazu osłonowego, Argonu lub mieszanek gazowych na bazie Argonu. Ponadto konieczne jest stosowanie odpowiedniego typu urządzeń spawalniczych.
W podstawowych zastosowaniach lutospawanie może być prowadzone z wykorzystaniem łuku zwarciowego o małym natężeniu. Do bardziej wymagających prac zaleca się stosowanie łuku pulsującego, ograniczając tym samym ilość wprowadzonego ciepła.
Coraz bardziej powszechne stosowanie przez producentów samochodów, cynkowanych blach o podwyższonej (HSS) i wysokiej wytrzymałości (AHSS) oraz rosnące oczekiwania odbiorców w zakresie gwarancji antykorozyjnej powoduje, że proces lutospawania staje się coraz powszechniejszy i to nie tylko na etapie produkcji, ale również podczas napraw blacharskich.
Bez odpowiednich rozwiązań technicznych wydajne i jakościowe realizowanie procesu lutospawania jest praktycznie niemożliwe.




