609 523 230
609 523 230
 Logowanie
Logowanie Twoje konto
Twoje konto
Spawalnictwo
Elektronarzędzia akumulatorowe
Pneumatyka
Narzędzia ręczne / Narzędzia warsztatowe
Materiały ścierne, tnące i osprzęt do elektronarzędzi
Agregaty prądotwórcze
Maszyny budowlane
Urządzenia optyczne i pomiarowe
Silniki spalinowe
Dom Ogród Las
Maszyny
Obróbka rur
Przecinarko-fazowarki
Artykuły BHP
Urządzenia grzewcze
Przecinarki do płytek
Pozostałe: Przyczepy, orlik, łodzie ...
Ostatnio oglądane:

Esab A2 Multitrac Traktor spawalniczy + A2-A6 PEK Sterownik procesu


 Pobierz/drukuj PDF
Pobierz/drukuj PDFCechy produktu
Opis produktu
Automat A2 Multitrac A2TF (SAW) Uniwersalny traktor spawalniczy do spawania łukiem krytym
A2 Multitrac został zaprojektowany w celu poprawy jakości i wzrostu wydajności procesu spawania łukiem krytym.
Prosta i lekka konstrukcja umożliwia łatwe przemieszczanie i instalowanie traktora A2 Multitrac na różnych stanowiskach pracy. Części mechaniczne są bardzo wytrzymałe, również przy pracy w trudnych warunkach. Systemy sprzężenia zwrotnego w podajniku drutu i układzie napędowym zapewniają doskonałe rezultaty spawania. A2 Multitrac może być używany z źródłami prądu LAF lub TAF.
Prosta konstrukcja pozwala ustawiać dyszę w różnych pozycjach odpowiednich do danego zastosowania. Solidny podajnik drutu wyposażony w system sprzężenia zwrotnego z enkodera zapewnia płynne i stabilne podawanie drutu co jest warunkiem koniecznym do uzyskania najwyższej jakości jednorodnych spoin. Kolejnym elementem, który zapewnia stałą prędkość spawania jest napęd na cztery koła, który również wyposażony jest w enkoder do sprzężenia zwrotnego.
Programowanie i kontrola parametrów spawania odbywają się z panelu operatora na sterowniku procesu A2-A6 PEK. Jest to łatwy w obsłudze za pomocą menu na wyświetlaczu cyfrowy system sterowania procesem spawania.
Automat A2 Multitrac do spawania łukiem krytym dostępny jest w dwóch wersjach – do spawania jednym lub dwoma drutami. Przy zastosowaniu dwóch drutów współczynnik stapiania wzrasta o 30-40%. Wypełnianie rowka odbywa się szybciej, a ryzyko przepalenia jest zminimalizowane. Podczas napawania, automat A2 Multitrac w układzie z dwoma drutami można łatwo przestawić tak aby otrzymać niewielkie wtopienie i szerokie lico spoiny.
Spawanie drutem rdzeniowym – nowoczesny proces spawania
Automat A2 Multitrac może być również wykorzystywany do spawania drutem rdzeniowym. Można w ten sposób zwiększyć wydajność i prędkość spawania i w efekcie obniżyć koszty.
Zaprogramowana precyzja dzięki sterownikowi procesu A2-A6 firmy ESAB
Elektroniczne urządzenie sterujące z cyfrowym wyświetlaczem umożliwia szybkie programowanie i kontrolę wszystkich parametrów spawania. W sterowniku można zapisać 255 różnych ustawień. Nie ma konieczności przeprowadzania próbnego przebiegu. Regulacje mogą być dokonywane w trakcie spawania.
Akcesoria
W celu zwiększenia opłacalności procesu spawania oferujemy szereg akcesoriów; specjalnie zaprojektowane rolki podtrzymujące oraz wózki prowadzące w rowku, które prowadzą automat wzdłuż spoiny przy wykonywaniu spoin doczołowych typu V. Wózki prowadzące mogą być wykorzystywane również podczas spawania od wewnątrz elementów cylindrycznych.
Kółka do jazdy po szynie prowadzącej przydają się w sytuacjach gdy element spawany nie ma krawędzi prowadzącej, a wykonana ma być spoina typu I. Lampka prowadząca z laserową diodą rzuca plamkę świetlną na spoinę.
Dane techniczne (SAW z 1 drutem):
- Zakres średnic drutu (mm): 1,6-4,0 (Stalowy, nierdzewny, rdzeniowy)
- Maks. prędkość podawania drutu (m/min): 9
- Masa szpuli z drutem (kg): 30
- Ilość topnika (l): 6
- Masa bez drutu i topnika (kg): 47
- Dopuszczalne natężenie prądu 100% (A): 800
- Napięcie sterujące (V): 42
- Prędkość przesuwu (m/min): 0.1-1.7
- Zakres regulacji suportu wzdłużnego (mm): 90
- Kąt regulacji suportu obrotowego (°): 360
Dane techniczne (SAW z 2 drutami):
- Zakres średnic drutu (mm): 2x1,2-2,5 (Stalowy, nierdzewny)
- Maks. prędkość podawania drutu (m/min): 9
- Masa szpuli z drutem (kg): 2x15
- Ilość topnika (l): 6
- Masa bez drutu i topnika (kg): 47
- Dopuszczalne natężenie prądu 100% (A): 800
- Napięcie sterujące (V): 42
- Prędkość przesuwu (m/min): 0.1-1.7
- Zakres regulacji suportu wzdłużnego (mm): 90
- Kąt regulacji suportu obrotowego (°): 360
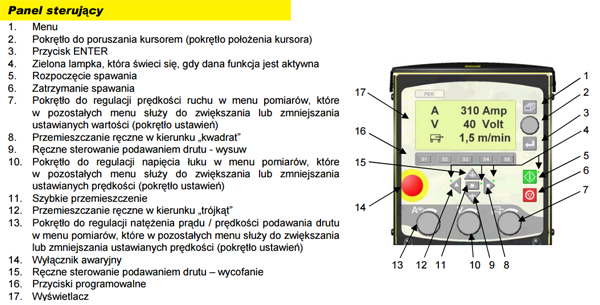
Sterownik procesu A2-A6 PEK
Sterownik procesu A2-A6 PEK to urządzenie przystosowane do działania z następującymi automatycznymi źródłami prądu ESAB: LAF 631 / 1001 / 1251 / 1601 oraz TAF 801 / 1251. Dla szybkiego transferu danych system sterujący połączony jest ze źródłem prądu za pomocą kabla sterowniczego z magistralą CAN.
Sterowniki procesu A2-A6 mogą być wykorzystywane ze źródłami prądu i automatami ESAB sterowanymi za pośrednictwem magistrali CAN. Zaprojektowane zostały do obsługi spawania łukiem krytym, metodą MAG oraz żłobienia elektropowietrznego.
Czytelne menu tekstowe ułatwia korzystanie z systemu sterowania. Użytkownik ma do wyboru wiele wersji językowych. Na dużym ekranie wyświetlane są główne parametry spawania, takie jak natężenie, napięcie i prędkość ruchu. Parametrom można przypisać nazwy ułatwiające ich odnajdywanie. Pięć przycisków programowalnych można skonfigurować według własnych potrzeb. PEK wspomaga obsługę i konserwację systemu i rejestruje jego wykorzystywanie. Odpowiednie napędy i osie ruchu mogą być wybierane z listy, a osie zewnętrzne ustawiane są oddzielnie.
Interfejs do komunikacji pomiędzy urządzeniem i operatorem w sterowniku PEK zapewnia szeroką funkcjonalność i wszechstronność.
Programowanie
Osoba obsługująca sterownik procesu A2-A6 może go łatwo zaprogramować za pomocą menu, które dostępne jest między innymi w języku polskim. Klawisze ręcznego sterowania prędkością podawania i kierunkiem ruchu umożliwiają szybki dostęp do często używanych ustawień. Pokrętła regulacyjne pozwalają łatwo ustawiać prędkość podawania drutu, napięcie i prędkość ruchu w trakcie procesu spawania
Menu główne
Operator może zaprogramować parametry spawania wybierając parametr i kręcąc pokrętłem regulacyjnym. Sterownik umożliwia zachowanie ustawień 255 parametrów, w tym parametrów pomocniczych, które następnie wykorzystywane mogą być w trakcie spawania.
Ograniczenia parametrów spawania
Spawanie zautomatyzowane często utożsamiane jest z wysoką jakością. PEK pozwala określić limity zarówno ustawień jak i parametrów poddawanych pomiarom. W przypadku, gdy wartości parametrów przekroczą dozwolone limity użytkownik zostanie o tym powiadomiony
Bezpieczniejsze i łatwiejsze spawanie
Gniazdo USB umożliwia zapisywanie wszystkich ustawień i konfiguracji. Dzięki niemu w ciągu kilku minut można łatwo wczytać dane dotyczące produkcji. Bezpieczeństwo zapewnia trzypoziomowy system kontroli dostępu.
- Czytelne menu tekstowe przyjazne dla użytkownika;
- Komunikacja za pomocą magistrali CAN;
- Wybór procesu spawania;
- Programowanie wstępne wszystkich parametrów spawania;
- Pamięć na 255 ustawień parametrów;
- Stałe natężenie (CA) lub stała prędkość podawania drutu (CW);
- Wartość energii liniowej spawania wyświetlana na ekranie;
- Sterowanie silników z enkoderem w celu zapewnienia precyzyjnej kontroli ruchu;
- Gniazdo USB do tworzenia kopii zapasowych i przenoszenia danych;
- Wykorzystywane parametry spawania mogą być przechowywane bezpośrednio w pamięci przenośnej;
- Możliwość przenoszenia danych do i z komputera za pośrednictwem sieci lokalnej;
- Dokumentacja wykorzystywanych parametrów spawania na komputerze lub za pośrednictwem sieci lokalnej dzięki oprogramowaniu WeldPoint™
Dane techniczne:
- Napięcie zasilające z źródła prądu: 42V AC 50/60 Hz
- Moc zasilania: max 900 VA
- Złącze silników przystosowane do podłączenia napędów ESAB A2 i A6: podłączenie 2 silników, natężenie stałe 6A, maks. 10A
- Kontrola prędkości: sprzężenie zwrotne z enkodera
- Prędkość spawania: 0,1-2 m/min (w zależności od układu jezdnego)
- Maksymalna ręcznie regulowana prędkość jazdy: 2 m/min
- Drut, prędkość podawania: 0,3-25 m/min (w zależności od podajnika drutu)
- Wyjście: 1 szt., 42V AC, 0,5A
- Wejścia: do podłączenia czujników lub łączników krańcowych
- Połączenie z źródłem prądu: 12-wtykowe typu Burndy
- Maksymalna temperatura otoczenia: 45°C
- Minimalna temperatura otoczenia: -15°C
- Dopuszczalna wilgotność względna powietrza: 98%
- Wymiary dł x szer x wys: 246 x 235 x 273 mm
- Masa: 6,6 kg
- Klasa bezpieczeństwa: IP23
- Normy: EN-60974-1, EN-60974-10